En industrias como los materiales para baterías de litio, la farmacéutica, los aditivos alimentarios y la química fina, la rotura de mallas es una de las fallas más comunes y destructivas en los equipos de cribado. No solo provoca directamente una disminución en la precisión del cribado, contaminación del producto y paradas frecuentes para mantenimiento, sino que también acorta significativamente la vida útil del equipo y aumenta los costos operativos generales.
En aplicaciones reales de ingeniería, la rotura de mallas rara vez es causada por un solo factor, sino que es el resultado de la interacción de múltiples factores como el diseño estructural, las características del material, los parámetros del proceso y los métodos de operación.
Este artículo se centra en la cuestión clave de “por qué las mallas se rompen con frecuencia”, analiza sistemáticamente sus causas desde una perspectiva de ingeniería y propone rutas de optimización y soluciones prácticas para ayudar a los ingenieros a lograr operaciones de cribado estables, eficientes y controlables.
Índice
Manifestaciones de la rotura de mallas
Análisis de las causas de daño
Cómo mejorar la vida útil de la malla
Guía de reemplazo de mallas
Estrategias de mantenimiento de mallas
Errores comunes y riesgos en el reemplazo de mallas
Tendencias de optimización tecnológica
Preguntas técnicas frecuentes (FAQ)
Sobre la tecnología de cribado Navector
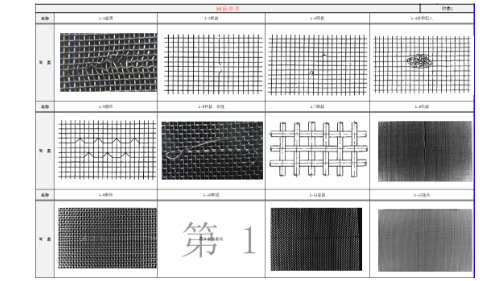
I. Manifestaciones de la rotura de mallas
La rotura de mallas suele presentarse en las siguientes condiciones típicas:
Escenarios de aplicación típicos:
Cribado de materiales de ánodo y cátodo para baterías de litio (alto desgaste, alta electricidad estática)
Cribado de polvos metálicos (impacto de alta densidad)
Cribado de polvos alimentarios (alta viscosidad, propensos a obstrucción)
II. Análisis de causas
Desglose multidimensional de causas
|
Fenómeno del problema |
Causa raíz |
Mecanismo de impacto |
|
Rotura rápida localizada |
Impacto concentrado del material |
Estrés local excesivo que provoca fatiga del metal |
|
Grietas en los bordes |
Tensión desigual o estructura inadecuada |
Concentración de tensiones en los bordes |
|
Vida útil corta |
Amplitud/frecuencia excesiva |
Vibración de alta frecuencia acelera la fatiga |
|
Desgarro de la malla |
Paso forzado tras obstrucción |
Tracción mecánica provoca la rotura |
|
Rotura aleatoria |
Instalación incorrecta |
Estrés local anormal |
|
Reemplazo frecuente |
Limpieza insuficiente |
Obstrucción → aumento de carga → rotura |
Amplitud excesiva
Frecuencia excesiva
Sobrecarga en la alimentación
Esencia: superposición de fatiga dinámica
III. Cómo mejorar la vida útil de la malla
Soluciones generales de ingeniería
(1) Reducir el impacto local
Agregar dispositivos de alimentación con amortiguación
Optimizar la posición de alimentación (evitar impacto central)
(2) Optimizar la tensión de la malla
Usar herramientas de tensado uniforme
Verificar regularmente la distribución de tensión
(3) Ajustar parámetros del proceso
Reducir la amplitud
Controlar la velocidad de alimentación
Seleccionar la frecuencia adecuada
(4) Mejorar la capacidad de limpieza
Agregar bolas de rebote o dispositivos de limpieza
Limpiar regularmente la superficie de la malla
Enfoques de optimización de ingeniería de Navector
(1) Para “rotura causada por impacto del material”
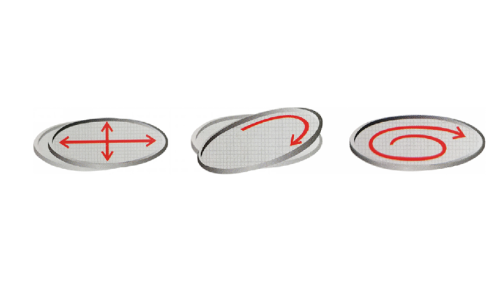
En el cribado tradicional, el material suele impactar el centro de la malla, lo que provoca fácilmente daños por fatiga localizada.
En la práctica de ingeniería, mediante el diseño de una trayectoria de movimiento tridimensional (como en la serie NTS), el material se distribuye uniformemente desde el centro hacia la periferia, reduciendo la intensidad del impacto local y prolongando la vida útil de la malla.
(2) Para “desgarro causado por obstrucción”
Los polvos finos tienden a aglomerarse y bloquear la malla durante el cribado. El paso forzado posterior provoca desgarros.
Los métodos convencionales incluyen reducir la alimentación o aumentar la frecuencia. Una solución más avanzada es utilizar un sistema de cribado ultrasónico, que añade microvibraciones de alta frecuencia a la malla, manteniendo el material en estado suspendido, reduciendo la obstrucción y la adhesión desde el origen y disminuyendo significativamente el riesgo de rotura.

(3) Para “reemplazo frecuente de mallas”
En escenarios de mantenimiento frecuente, el propio proceso de desmontaje puede dañar la malla.
Mediante el diseño de una estructura neumática de elevación del cuerpo del cribador, se puede lograr un reemplazo rápido, reduciendo los daños causados por la operación humana y mejorando la eficiencia del mantenimiento.
(4) Para “daño por fatiga causado por vibración desigual”
Las cribas lineales tradicionales presentan una trayectoria de vibración única, lo que puede generar una distribución desigual de tensiones.
Al optimizar la estructura de amortiguación, el movimiento del material se vuelve más uniforme, reduciendo la concentración de tensiones y aumentando la vida útil de la malla.
IV. Guía de reemplazo de mallas
Proceso de reemplazo e inspección
|
Paso |
Puntos clave |
Riesgos |
|
1 |
Parada y desconexión eléctrica |
Evitar arranque accidental |
|
2 |
Desmontaje del marco |
Evitar fuerza excesiva |
|
3 |
Verificar tensión de la malla |
La tensión desigual provoca nueva rotura |
|
4 |
Limpieza del marco |
Evitar inclusión de impurezas |
|
5 |
Instalación de nueva malla |
Mantener tensión uniforme |
|
6 |
Prueba en vacío |
Verificar estado de vibración |
V. Estrategias de mantenimiento de mallas
Mantenimiento diario
Verificar microgrietas
Limpiar residuos en la superficie
Mantenimiento periódico
Verificar estado de tensión
Comprobar parámetros de vibración
Mantenimiento a largo plazo
Reemplazar mallas envejecidas
Verificar la estabilidad estructural del marco
Principio clave: Prevención > Reparación
VI. Errores comunes y riesgos en el reemplazo
|
Operación incorrecta |
Consecuencia |
|
Aumentar excesivamente la amplitud |
Acelera la fatiga |
|
Ignorar obstrucciones |
Provoca desgarros |
|
Tensión desigual |
Rotura localizada |
|
Operación en sobrecarga |
Reduce significativamente la vida útil |
VII. Tendencias de optimización tecnológica
Sistemas de monitoreo inteligente: supervisión en tiempo real de vibración y carga
Tecnología de limpieza automática: menor intervención manual
Estructuras modulares de malla: reemplazo rápido
Sistemas de cribado de bajo consumo: mayor vida útil del equipo
VIII. Preguntas frecuentes (FAQ)
Q1: ¿Por qué la malla siempre se rompe en el mismo punto?
A: Generalmente se debe a impacto localizado o tensión desigual. Se debe revisar la posición de alimentación y la instalación.
Q2: ¿Cada cuánto tiempo se debe reemplazar la malla?
A: Depende del material y las condiciones, generalmente entre 1 y 6 meses. En condiciones de alto desgaste, se requiere inspección más frecuente.
Q3: ¿Cómo saber si la malla debe reemplazarse?
A: Cuando hay fuga de polvo fino, disminución de precisión o grietas visibles.
Q4: ¿La obstrucción puede causar rotura?
A: Sí, aumenta la tensión local y es una causa común.
IX. Sobre la tecnología de cribado Navector
Navector (Shanghai) Screening Technology Co., Ltd. se especializa en el desarrollo de tecnologías de cribado fino y equipos de ingeniería de polvos. Sus productos principales incluyen cribas vibratorias ultrasónicas, cribas de vaivén, cribas de flujo de aire, sistemas de reciclaje de polvo para impresión 3D y equipos de transporte de polvos.
La empresa está comprometida a proporcionar soluciones profesionales de cribado para materiales de baterías de litio, polvos metálicos, la industria farmacéutica y alimentaria, promoviendo continuamente el desarrollo de la tecnología de cribado fino.


 English
English 中文
中文 Español
Español ภาษาไทย
ภาษาไทย Pусский
Pусский Bahasa Indonesia
Bahasa Indonesia Tiếng Việt
Tiếng Việt