ในอุตสาหกรรมต่าง ๆ เช่น วัสดุแบตเตอรี่ลิเธียม ยา สารเติมแต่งอาหาร และเคมีภัณฑ์ละเอียด การแตกของตะแกรงร่อนเป็นหนึ่งในความขัดข้องที่พบบ่อยและส่งผลกระทบรุนแรงที่สุดในอุปกรณ์ร่อน ไม่เพียงแต่ทำให้ความแม่นยำในการร่อนลดลง เกิดการปนเปื้อนของผลิตภัณฑ์ และต้องหยุดเครื่องเพื่อบำรุงรักษาบ่อยครั้งเท่านั้น แต่ยังทำให้อายุการใช้งานของอุปกรณ์สั้นลงอย่างมาก และเพิ่มต้นทุนการดำเนินงานโดยรวม
ในการใช้งานทางวิศวกรรมจริง การแตกของตะแกรงมักไม่ได้เกิดจากปัจจัยเดียว แต่เป็นผลจากการทำงานร่วมกันของหลายปัจจัย เช่น การออกแบบโครงสร้าง คุณสมบัติของวัสดุ พารามิเตอร์ของกระบวนการ และวิธีการปฏิบัติงาน
บทความนี้มุ่งเน้นไปที่ประเด็นหลัก “ทำไมตะแกรงจึงแตกบ่อย” โดยวิเคราะห์สาเหตุอย่างเป็นระบบจากมุมมองทางวิศวกรรม และเสนอแนวทางการปรับปรุงและวิธีแก้ไขที่สามารถนำไปใช้ได้จริง เพื่อช่วยให้วิศวกรสามารถดำเนินกระบวนการร่อนให้มีความเสถียร มีประสิทธิภาพ และควบคุมได้
สารบัญ
ลักษณะการแตกของตะแกรง
การวิเคราะห์สาเหตุของความเสียหาย
วิธีเพิ่มอายุการใช้งานของตะแกรง
แนวทางการเปลี่ยนตะแกรง
กลยุทธ์การบำรุงรักษาตะแกรง
ข้อผิดพลาดและความเสี่ยงในการเปลี่ยนตะแกรง
แนวโน้มการพัฒนาเทคโนโลยี
คำถามทางเทคนิคที่พบบ่อย (FAQ)
เกี่ยวกับเทคโนโลยีการร่อน Navector
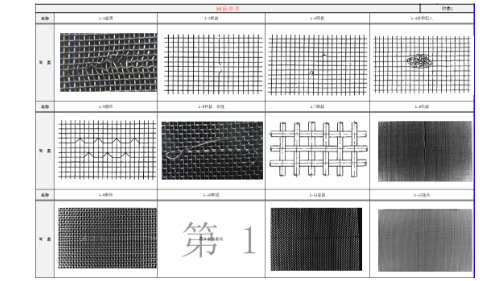
I. ลักษณะการแตกของตะแกรง
การแตกของตะแกรงมักแสดงออกในลักษณะดังต่อไปนี้:
เกิดรูเฉพาะจุด: การสึกหรอหรือฉีกขาดอย่างรวดเร็วในตำแหน่งใดตำแหน่งหนึ่ง
การแตกจากความล้าโดยรวม: เส้นลวดขาดเป็นบริเวณกว้างหลังใช้งานระยะหนึ่ง
การแตกร้าวบริเวณขอบ: ความเสียหายบริเวณจุดเชื่อมต่อระหว่างตะแกรงกับกรอบ
ความถี่ในการแตกผิดปกติสูง: รอบการเปลี่ยนสั้นกว่าค่าเฉลี่ยของอุตสาหกรรมอย่างชัดเจน
สถานการณ์การใช้งานทั่วไป:
การร่อนวัสดุแคโทดและแอโนดของแบตเตอรี่ลิเธียม (การสึกหรอสูง ไฟฟ้าสถิตสูง)
การร่อนผงโลหะ (แรงกระแทกความหนาแน่นสูง)
การร่อนผงอาหาร (ความหนืดสูง อุดตันง่าย)
II. การวิเคราะห์สาเหตุ
การวิเคราะห์สาเหตุแบบหลายมิติ
|
ลักษณะปัญหา |
สาเหตุหลัก |
กลไกผลกระทบ |
|
การแตกเฉพาะจุดอย่างรวดเร็ว |
การกระแทกของวัสดุรวมศูนย์ |
ความเค้นเฉพาะจุดสูงทำให้เกิดความล้าของโลหะ |
|
การแตกร้าวบริเวณขอบ |
การตึงไม่สม่ำเสมอหรือโครงสร้างไม่เหมาะสม |
ความเค้นรวมตัวที่ขอบ |
|
อายุการใช้งานสั้น |
แอมพลิจูด/ความถี่สูงเกินไป |
การสั่นสะเทือนความถี่สูงเร่งความเสียหายจากความล้า |
|
การฉีกขาดของตะแกรง |
การบังคับผ่านหลังการอุดตัน |
แรงดึงทางกลทำให้เกิดการแตก |
|
การแตกแบบสุ่ม |
การติดตั้งไม่ถูกต้อง |
ความเค้นเฉพาะจุดผิดปกติ |
|
การเปลี่ยนบ่อย |
ความสามารถในการทำความสะอาดไม่เพียงพอ |
อุดตัน → โหลดเพิ่ม → แตก |
ความแข็งแรงของกรอบไม่เพียงพอ → การเสียรูปจากการสั่น
การกระจายแรงกระตุ้นไม่สม่ำเสมอ → โหลดเกินเฉพาะจุด
การออกแบบโครงรองรับตะแกรงไม่เหมาะสม
แก่นแท้ทางวิศวกรรม: เส้นทางการถ่ายแรงไม่สม่ำเสมอ
III. วิธีเพิ่มอายุการใช้งานของตะแกรง
แนวทางแก้ไขเชิงวิศวกรรมทั่วไป
(1) ลดแรงกระแทกเฉพาะจุด
เพิ่มอุปกรณ์ป้อนแบบมีตัวลดแรงกระแทก
ปรับตำแหน่งการป้อน (หลีกเลี่ยงการกระแทกตรงกลาง)
(2) ปรับปรุงการตึงของตะแกรง
ใช้เครื่องมือปรับความตึงอย่างสม่ำเสมอ
ตรวจสอบการกระจายแรงตึงเป็นประจำ
(3) ปรับพารามิเตอร์กระบวนการ
ลดแอมพลิจูด
ควบคุมอัตราการป้อน
เลือกความถี่ที่เหมาะสม
(4) ปรับปรุงความสามารถในการทำความสะอาด
เพิ่มลูกยางหรืออุปกรณ์ทำความสะอาด
ทำความสะอาดพื้นผิวตะแกรงเป็นประจำ
แนวทางการปรับปรุงเชิงวิศวกรรมของ Navector
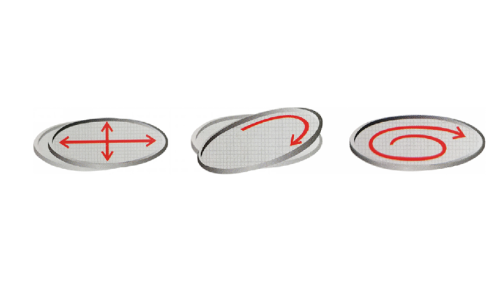
(1) สำหรับ “การแตกจากแรงกระแทกของวัสดุ”
ในการร่อนแบบดั้งเดิม วัสดุมักกระแทกบริเวณกึ่งกลางของตะแกรง ทำให้เกิดความเสียหายจากความล้าเฉพาะจุดได้ง่าย
ในการใช้งานจริง สามารถออกแบบการเคลื่อนที่แบบสามมิติ (เช่น ซีรีส์ NTS) เพื่อกระจายวัสดุจากศูนย์กลางไปยังขอบอย่างสม่ำเสมอ ลดความรุนแรงของแรงกระแทก และยืดอายุการใช้งานของตะแกรง
(2) สำหรับ “การฉีกขาดจากการอุดตัน”
ผงละเอียดมีแนวโน้มจับตัวและอุดตันช่องตะแกรงระหว่างการร่อน การบังคับให้ผ่านจะทำให้เกิดการฉีกขาด
วิธีทั่วไปคือการลดปริมาณการป้อนหรือเพิ่มความถี่ แนวทางที่ก้าวหน้ากว่าคือการใช้ระบบร่อนแบบอัลตราโซนิก ซึ่งเพิ่มการสั่นระดับไมโครความถี่สูงบนตะแกรง ทำให้วัสดุอยู่ในสภาวะแขวนลอย ลดการอุดตันและการยึดเกาะตั้งแต่ต้นทาง และลดความเสี่ยงการแตกอย่างมีนัยสำคัญ

(3) สำหรับ “การเปลี่ยนตะแกรงบ่อย”
ในกรณีที่ต้องบำรุงรักษาบ่อย กระบวนการถอดประกอบเองก็อาจทำให้ตะแกรงเสียหาย
การออกแบบโครงสร้างยกตัวเครื่องแบบนิวเมติกช่วยให้เปลี่ยนตะแกรงได้รวดเร็ว ลดความเสียหายจากการปฏิบัติงาน และเพิ่มประสิทธิภาพการบำรุงรักษา
(4) สำหรับ “ความเสียหายจากการสั่นไม่สม่ำเสมอ”
ตะแกรงเชิงเส้นแบบดั้งเดิมมีเส้นทางการสั่นเพียงแบบเดียว ซึ่งอาจทำให้การกระจายแรงไม่สม่ำเสมอ
การปรับปรุงโครงสร้างลดแรงสั่นช่วยให้การเคลื่อนที่ของวัสดุสม่ำเสมอขึ้น ลดการรวมตัวของความเค้น และเพิ่มอายุการใช้งานโดยรวมของตะแกรง
IV. แนวทางการเปลี่ยนตะแกรง
ขั้นตอนการเปลี่ยนและตรวจสอบ
|
ขั้นตอน |
จุดสำคัญ |
ความเสี่ยง |
|
1 |
หยุดเครื่องและตัดไฟ |
ป้องกันการเริ่มทำงานโดยไม่ตั้งใจ |
|
2 |
ถอดกรอบตะแกรง |
หลีกเลี่ยงการใช้แรงมากเกินไป |
|
3 |
ตรวจสอบความตึงของตะแกรง |
ความตึงไม่สม่ำเสมอทำให้แตกซ้ำ |
|
4 |
ทำความสะอาดกรอบ |
ป้องกันสิ่งแปลกปลอม |
|
5 |
ติดตั้งตะแกรงใหม่ |
รักษาความตึงให้สม่ำเสมอ |
|
6 |
ทดลองเดินเครื่องเปล่า |
ตรวจสอบสภาพการสั่น |
V. กลยุทธ์การบำรุงรักษา
หลักการสำคัญ: ป้องกัน > ซ่อมแซม
VI. ข้อผิดพลาดและความเสี่ยงในการเปลี่ยนตะแกรง
การปฏิบัติที่ผิดพลาด
ผลกระทบ
เพิ่มแอมพลิจูดมากเกินไป
เร่งการแตกจากความล้า
ละเลยปัญหาการอุดตัน
ทำให้เกิดการฉีกขาด
ความตึงไม่สม่ำเสมอ
แตกเฉพาะจุด
การทำงานเกินกำลัง
อายุการใช้งานลดลงอย่างมาก
VII. แนวโน้มการพัฒนาเทคโนโลยี
ระบบตรวจสอบอัจฉริยะ: ตรวจสอบการสั่นและโหลดแบบเรียลไทม์
เทคโนโลยีทำความสะอาดอัตโนมัติ: ลดการแทรกแซงของมนุษย์
โครงสร้างตะแกรงแบบโมดูลาร์: เปลี่ยนได้รวดเร็ว
ระบบร่อนพลังงานต่ำ: ยืดอายุอุปกรณ์
VIII. คำถามที่พบบ่อย (FAQ)
Q1: ทำไมตะแกรงถึงแตกที่ตำแหน่งเดิมเสมอ?
A: มักเกิดจากแรงกระแทกเฉพาะจุดหรือความตึงไม่สม่ำเสมอ ควรตรวจสอบตำแหน่งการป้อนและการติดตั้ง
Q2: ควรเปลี่ยนตะแกรงบ่อยแค่ไหน?
A: ขึ้นอยู่กับวัสดุและสภาพการทำงาน โดยทั่วไปอยู่ที่ 1–6 เดือน ในสภาพที่สึกหรอสูงควรตรวจสอบบ่อยขึ้น
Q3: จะทราบได้อย่างไรว่าควรเปลี่ยนตะแกรง?
A: เมื่อมีการรั่วของผงละเอียด ความแม่นยำลดลง หรือมีรอยร้าวที่มองเห็นได้
Q4: การอุดตันทำให้ตะแกรงแตกได้หรือไม่?
A: ได้ การอุดตันเพิ่มความเค้นเฉพาะจุด และเป็นสาเหตุที่พบบ่อย
IX. เกี่ยวกับเทคโนโลยีการร่อน Navector
Navector (Shanghai) Screening Technology Co., Ltd. มุ่งเน้นการพัฒนาเทคโนโลยีการร่อนละเอียดและอุปกรณ์วิศวกรรมผง ผลิตภัณฑ์หลักประกอบด้วย เครื่องร่อนสั่นสะเทือนอัลตราโซนิก เครื่องร่อนแบบส่าย เครื่องร่อนลม ระบบรีไซเคิลผงสำหรับการพิมพ์ 3 มิติ และอุปกรณ์ลำเลียงผง
บริษัทมุ่งมั่นในการนำเสนอโซลูชันการร่อนระดับมืออาชีพสำหรับวัสดุแบตเตอรี่ลิเธียม ผงโลหะ อุตสาหกรรมยา และอาหาร พร้อมทั้งผลักดันการพัฒนาเทคโนโลยีการร่อนละเอียดอย่างต่อเนื่อง


 English
English 中文
中文 Español
Español ภาษาไทย
ภาษาไทย Pусский
Pусский Bahasa Indonesia
Bahasa Indonesia Tiếng Việt
Tiếng Việt