In industries such as lithium battery materials, pharmaceuticals, food additives, and fine chemicals, screen breakage is one of the most common and destructive failures in screening equipment. It not only directly leads to reduced screening accuracy, product contamination, and frequent equipment downtime for maintenance, but also significantly shortens equipment service life and increases overall operating costs.
In practical engineering applications, screen breakage is often not caused by a single factor, but rather the combined effect of structural design, material characteristics, process parameters, and operating methods.
This article focuses on the core issue of “why screens frequently break,” systematically analyzes the causes from an engineering perspective, and proposes actionable optimization paths and solutions to help engineers achieve stable, efficient, and controllable screening operations.
Table of Contents
Screen Breakage Manifestations
Analysis of Screen Damage Causes
How to Improve Screen Service Life
Screen Replacement Guidelines
Screen Maintenance Strategies
Common Errors and Risks in Screen Replacement
Technology Optimization Trends
Frequently Asked Technical Questions (FAQ)
About Navector Screening Technology
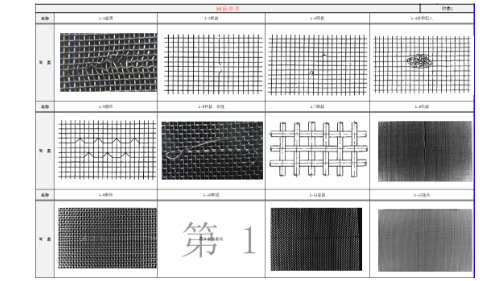
I. Screen Breakage Manifestations
Screen breakage typically presents in the following conditions:
Typical application scenarios:
Screening of lithium battery cathode and anode materials (high wear, high static electricity)
Metal powder screening (high-density impact)
Food powder screening (high viscosity, prone to clogging)
II. Cause Analysis
Multi-dimensional cause breakdown
|
Problem Phenomenon |
Root Cause |
Impact Mechanism |
|
Localized rapid breakage |
Concentrated material impact |
Excessive local stress leads to metal fatigue |
|
Edge cracking |
Uneven tension or unreasonable structure |
Stress concentration at edges |
|
Short screen life |
Excessive amplitude/frequency |
High-frequency vibration accelerates fatigue damage |
|
Mesh tearing |
Forced passage after clogging |
Mechanical pulling causes breakage |
|
Random breakage |
Improper installation |
Abnormal local stress |
|
Frequent replacement |
Insufficient cleaning ability |
Clogging → increased load → breakage |
III. How to Improve Screen Service Life
General Engineering Solutions
(1) Reduce local impact
Add buffering feed devices
Optimize feed position (avoid central impact)
(2) Optimize screen tensioning
Use uniform tensioning tools
Regularly check tension distribution
(3) Adjust process parameters
Reduce amplitude
Control feed rate
Match appropriate frequency
(4) Improve cleaning ability
Add bouncing balls or cleaning devices
Regularly clean the screen surface
Navector Engineering Optimization Approaches
(1) For “breakage caused by material impact”
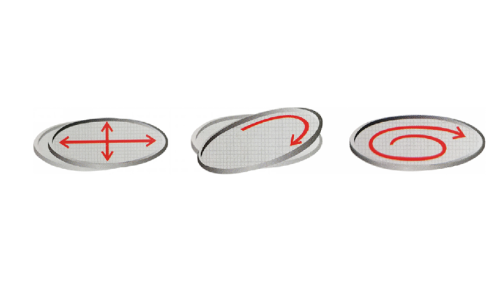
In traditional screening, materials tend to impact the center of the screen, easily causing localized fatigue damage.
In engineering practice, by designing a three-dimensional tumbling motion trajectory (such as the NTS series), materials are evenly dispersed from the center to the periphery, reducing local impact intensity and extending screen service life.
(2) For “tearing caused by clogging”
Fine powders tend to agglomerate and clog the mesh during screening. Subsequent forced passage leads to tearing.
Conventional methods include reducing feed rate or increasing frequency. A more advanced approach is to use an ultrasonic screening system, superimposing high-frequency micro-vibration on the screen to keep materials suspended, thereby reducing clogging and adhesion at the source and significantly lowering breakage risk.

(3) For “frequent screen replacement”
In high-frequency maintenance scenarios, the disassembly process itself may damage the screen.
By adopting a pneumatic lifting structure for the screen body, rapid screen replacement can be achieved, reducing human-induced damage and improving maintenance efficiency.
(4) For “fatigue damage caused by uneven vibration”
Traditional linear screens have a single vibration path, which can lead to uneven stress distribution.
By optimizing the vibration damping structure, material movement becomes more uniform, reducing local stress concentration and improving overall screen life.
IV. Screen Replacement Guidelines
Screen replacement and inspection process
|
Step |
Key Points |
Risk Warning |
|
1 |
Shutdown and power-off |
Prevent accidental startup |
|
2 |
Remove screen frame |
Avoid excessive force |
|
3 |
Check screen tension |
Uneven tension leads to re-breakage |
|
4 |
Clean frame |
Prevent foreign matter inclusion |
|
5 |
Install new screen |
Maintain uniform tension |
|
6 |
No-load test run |
Check vibration condition |
V. Screen Maintenance Strategies
Core principle: Prevention > Repair
VI. Common Errors and Risks in Screen Replacement
|
Incorrect Operation |
Consequence |
|
Excessive amplitude increase |
Accelerates fatigue fracture |
|
Ignoring clogging issues |
Leads to tearing |
|
Uneven tension |
Localized breakage |
|
Overload operation |
Significantly shortens screen life |
VII. Technology Optimization and Development Trends
Intelligent monitoring systems: real-time monitoring of vibration and load
Automatic cleaning technology: reduced manual intervention
Modular screen structures: rapid replacement
Low-energy screening systems: extended equipment life
VIII. Frequently Asked Questions (FAQ)
Q1: Why does the screen always break at the same position?
A: Usually caused by localized impact or uneven tension. Check feed position and installation condition.
Q2: How often should the screen be replaced?
A: It depends on material and working conditions, generally 1–6 months. High-wear conditions require more frequent inspection.
Q3: How to determine if the screen needs replacement?
A: Replace immediately when fine powder leakage, reduced screening accuracy, or visible cracks occur.
Q4: Can clogging cause screen breakage?
A: Yes. Clogging increases local stress and is a common cause of breakage.
IX. About Navector Screening Technology
Navector (Shanghai) Screening Technology Co., Ltd. focuses on the development of fine screening technology and powder engineering equipment. Its main products include ultrasonic vibrating screens, tumbling screens, airflow screens, 3D printing powder recycling systems, and powder conveying equipment.
The company is committed to providing professional screening solutions for lithium battery materials, metal powders, pharmaceuticals, and the food industry, while continuously promoting the development of fine screening technology.


 English
English 中文
中文 Español
Español ภาษาไทย
ภาษาไทย Pусский
Pусский Bahasa Indonesia
Bahasa Indonesia Tiếng Việt
Tiếng Việt